












Alle producten
-
Structureel staalvervaardiging
-
Zware Staalvervaardiging
-
De Vervaardiging van het metaalstaal
-
fabrications van het bladmetaal
-
De hoge Bouwconstructie van het Stijgingsstaal
-
de bouw van het structureel staalkader
-
De Brug van de staalbalk
-
De Brug van de staalbundel
-
Voetviaductbrug
-
Prefabstaalkader
-
het lichte staal ontwerpen
-
gegalvaniseerde staalstructuur
-
Roestvrij staalvervaardiging
-
Staalstraatlantaarn Pool
-
Luchttekenstructuren
-
Stalen boogbruggen
-
Prefab liggerbrug
-
 Donald McwayneDe goede teamleden bieden op tijd altijd begroting aan en beantwoorden vragen met geduld, grote baan!
Donald McwayneDe goede teamleden bieden op tijd altijd begroting aan en beantwoorden vragen met geduld, grote baan! -
 Joseph AlexanderIk voel volledig respecteerd wanneer het nemen met Gunst en zij gaf altijd het beste advies. De eerste partij gekregen brugpanelen is ook groot. dankt allen.
Joseph AlexanderIk voel volledig respecteerd wanneer het nemen met Gunst en zij gaf altijd het beste advies. De eerste partij gekregen brugpanelen is ook groot. dankt allen.
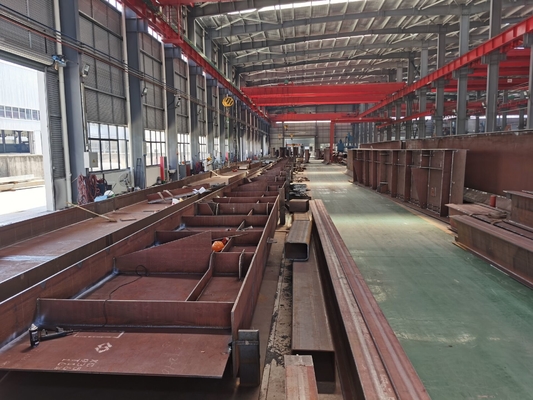
Parallelle van de het Kaderbouw van het Straal Structurele Staal het Procesas/nzs 1554 Australië Norm





| Plaats van herkomst | China |
|---|---|
| Merknaam | FASEC |
| Certificering | CE, ISO, SGS |
| Modelnummer | HZFS |
| Min. bestelaantal | 20 ton |
| Prijs | USD1000-2600/ton |
| Verpakking Details | zeewaardige verpakking in container of bulkschip |
| Levertijd | Vanaf de behoeften van de cliënt zoals 2-3 maanden |
| Betalingscondities | L/C, T/T, D/A, D/P |
| Levering vermogen | 100000 ton per jaar |
Productdetails
| Materiaal | Q355b Staal | Rang | Q355b |
|---|---|---|---|
| Type | Zwaar | Grootte | Aangepast |
| Oppervlaktebehandeling | Gegalvaniseerd of geschilderd | Kleur | Aangepaste Kleur |
| Toepassing | Bouw | ||
| Markeren | parallelle de kadersbouw van het straal structurele staal,De Bouw AS/NZS 1554 van structureel Staalkaders,Van het het Structurele Staalkader van FASEC de Bouw AS/NZS 1554 |
||
Productomschrijving
AS/NZS 1554 Verklaarde Vervaardiging van de het Structurele Staalbouw van Australië de Norm
Het lassen is een productieproces en een techniek voor toetredende metalen of andere thermoplastische materialen zoals plastieken door middel van hitte, op hoge temperatuur, of hoge druk. Er zijn vele energiebronnen voor modern lassen, met inbegrip van gasvlam, boog, laser, elektronenstraal, wrijving en ultrasoon.
Handbooglassen en het de beschermde lassende verbruiksgoederen en materiaal van Co2 gas
1. De elektrode zou in een drogende doos op hoge temperatuur droog moeten zijn, en het aantal tijden de elektrode droog zou moeten zijn zou niet twee keer moeten overschrijden.
2. De verpakking van de lassendraad in goede staat moeten zou zijn. Als het beschadigd is, zou de lassendraad gedeeltelijk moeten worden verworpen als het vervuild is, gebogen of wanordelijk.
3. De zuiverheid van Co2-gas zou niet lager moeten zijn dan 99,9% (volumeverhouding), zou het watergehalte lager moeten zijn dan 0,05% (gewichtsverhouding), en de fles zou moeten worden tegengehouden wanneer de hoge druk in de fles lager is dan 1MPa.
4. Het voltage van de lassenmachine normaal moeten zou zijn, zou de gronddraad stevig moeten worden gedrukt, zou het contact betrouwbaar moeten zijn, zou de kabel en lassentang niet moeten worden beschadigd, zou de draadvoeder de draad moeten kunnen voeden gelijk, en de gaspijp zou van luchtlekkage of stagnatie vrij moeten zijn.
De procedures van het installatielassen en algemene vereisten
De algemene opeenvolging van lassen is: pre-last inspectie → het voorverwarmen en van de roestverwijdering → installatie van van de lassenstootkussen en boog het lassen→ inspectie van de stakingsplaat →
1. Vóór het lassen, controleer de groefhoek, stomp rand af, kloof en compenseer bedrag, en verwijder roestvlekken, olievlekken, ijzeroxideschalen, enz. in de groef en aan beide kanten.
2. Verwarm voor. Vóór het lassen, gebruik gaslassen of een speciaal bakselkanon om de groef en het onedele metaal uniform te verwarmen binnen 100mm aan zowel kanten, als de temperatuur met een oppervlaktethermometer te meten om de temperatuur te verhinderen de aan vereisten of de lokale oxydatie van de oppervlakte te voldoen niet, en verwarm de temperatuur voor.
3. Controleer de het voorverwarmen temperatuur opnieuw, als de temperatuur niet genoeg is, het zou moeten worden opnieuw verwarmd om het te maken aan de vereisten voldoen.
4. Wanneer het installeren van de lassen steunende plaat en de boog opvallende plaat, zijn de vereisten van de oppervlaktenetheid hetzelfde als de groefoppervlakte. De steunende plaat en het onedele metaal zouden dicht moeten worden vastgemaakt, en de boog opvallende plaat en het onedele metaal zouden stevig moeten worden gelast.
5. Het lassen: De lassenparel van de eerste laag zou de verbinding tussen het onedele metaal en de steunende plaat in de groef moeten verzegelen, en dan de lassenlaag door laag accumuleren tot de groef wordt gevuld. Nadat elke lassennaad wordt voltooid, moeten de de lassenslakken en spat worden verwijderd. Als er het lassen tekorten zijn, zouden zij op tijd moeten worden verwijderd en worden hersteld.
6. Een verbinding moet onophoudelijk worden gelast. Als het lassen halverwege als laatste redmiddel wordt tegengehouden, zou het met hittebehoud moeten worden behandeld en het koelen vertragen. Alvorens re-te lassen, zou het volgens de verordeningen moeten worden opnieuw verwarmd.
7. Het lassen zou in het geval van regen of sneeuw moeten worden tegengehouden, en er zou windschilden en luifels moeten zijn rond en boven de lassenverbindingen van componenten. Het lassen zou moeten worden tegengehouden wanneer de windsnelheid groter is dan 5m/s. Wanneer de omgevingstemperatuur lager is dan nul, zouden het voorverwarmen en post-heating maatregelen volgens verordeningen moeten worden getroffen.
8. Het koolstof structurele staal zou aan de omgevingstemperatuur in de las moeten worden gekoeld, en het low-alloy structurele staal zou voor de opsporing van het lasgebrek na voltooiing moeten worden getest 24 uren.
9. De lassers en de inspecteurs zouden de vorm van het het werkverslag zorgvuldig moeten invullen.
Lassenopeenvolging en procédé parameters voor typische verbindingen
1. Wanneer de hogere en lagere kolommen zonder handvaten symmetrisch aan 1/3 van de plaatdikte door twee lassers aan beide kanten worden gelast, snijd de handvaten af.
2. Dan lassen twee lassers symmetrisch aan 1/3 van de plaatdikte aan beide kanten aan de kant van de plaat van het besnoeiingsoor.
3. Twee lassers zullen van het lassen van de twee aangrenzende respectievelijk kanten de oorzaak zijn.
4. De verbindingen van de lasparel tussen zouden elke twee lagen van elkaar moeten worden gewankeld. De verbindingen van de lasparel door twee lassers worden gelast zouden aandacht aan staggeredness van elke laag ook moeten besteden die. Tijdens het lassenprocédé, zou de aandacht aan het ontdekken van de temperatuur tussen lagen moeten worden besteed.
5. Lassenprocédé parameters:
Co2-gas beschermde lassen: draaddiameter Φ1.2mm, huidige 280~320A, het lassen snelheid 350~450mm/min
De lengte van de draaduitbreiding: ongeveer 20mm, gasstroom 25~80L/min,
Voltage 29~34V, tussenlaagtemperatuur 120~150℃
Type van lassen
1. Elektrodenbooglassen:
Principe - booglassenmethode om met een elektrode met handbediening te lassen. Gebruikend de stabiele brandende die boog tussen de elektrode en de gelaste constructie wordt gevestigd, worden de elektrode en de gelaste constructie gesmolten om een firma gelaste verbinding te verkrijgen. Het behoort tot gas-slakken gezamenlijke bescherming.
Hoofdlijnen - flexibele verrichting; lage assemblageeisen ten aanzien van de te lassen verbinding; brede waaier van lasbare metaalmaterialen; lage lassenproductiviteit; sterke afhankelijkheid van laskwaliteit (afhankelijk van de de prestaties ter plaatse van de lasser werkende vaardigheden en).
Toepassing - in scheepsbouw, boilers en drukvaten, machines productie, de bouw structuren, chemisch materiaal en andere productie en onderhoudsindustrieën die wijd wordt gebruikt. Het is geschikt voor lassen van diverse metaalmaterialen, diverse dikten en diverse structurele vormen (in de bovengenoemde industrieën).
2. Ondergedompeld booglassen (automatisch lassen):
Principe - de boogbrandwonden onder de stroomlaag. De lassen worden gevormd door de draad, stroom en het onedele die metaal (las) te smelten de gebruikend de hitte door de boog wordt geproduceerd die tussen de draad en de gelaste constructie branden. Slakkenbescherming.
Hoofdlijnen - hoge lassenproductiviteit; goede laskwaliteit; lage lassenkosten; goede arbeidsvoorwaarden; moeilijk om in ruimte te lassen; hoge eisen ten aanzien van het lassen assemblagekwaliteit; slecht) en korte lassen.
Toepassing - in scheepsbouw, boilers, bruggen, opheffende machines en metallurgische machines productie wijd wordt gebruikt die. Het ondergedompelde booglassen kan voor om het even welke gelaste constructie worden gebruikt waar de las in een horizontale positie of met een kleine neigingshoek kan worden gehouden. De dikte van de plaat zou groter moeten zijn dan 5 mm (anti-brandwond door). Het structurele staal van de lassenkoolstof, laag legerings structureel staal, roestvrij staal, hittebestendig staal, samengesteld staal, enz.
3. Het kooldioxidegas beschermde lassen (automatisch of halfautomatisch lassen):
Principe: Een gesmolten methode die van het elektrodenbooglassen kooldioxide gebruiken als beveiligingsgas. Gasbescherming.
Hoofdlijnen - hoge lassenproductiviteit; lage lassenkosten; kleine lassenmisvorming (het geconcentreerde boog verwarmen); hoge lassenkwaliteit; eenvoudige verrichting; hoog spattarief; moeilijk om met wisselstroom te lassen; slechte windweerstand; Metaal.
Toepassing - hoofdzakelijk lassend laag koolstofstaal en laag legeringsstaal. Beschikbaar in diverse dikten. Wijd gebruikt in automobiele productie, locomotief en voertuig productie, chemische machines, landbouwmachines, mijnmachines en andere afdelingen.
4. MIG/MAG lassen die (uiterst inert gas/actief gas beschermd lassen smelten):
Mig-lassenprincipe - een booglassenmethode die inert gas als beveiligingsgas en lassendraad gebruiken als smeltende elektrode.
Het beveiligingsgas is gewoonlijk argon of helium of daarvan een mengsel. Mig gebruikt inert gas, en MAG voegt een kleine hoeveelheid actief gas, zoals zuurstof, kooldioxide, enz., aan het inerte gas toe.
Hoofdlijnen - goede lassenkwaliteit; hoge lassenproductiviteit; geen desoxydatie en dehydrogenation reactie (gemakkelijk om lassentekorten, vooral strenge eisen voor oppervlaktereiniging van lassenmaterialen te vormen); slechte windweerstand; complex lassenmateriaal.
Toepassing - kan bijna alle die metaalmaterialen, hoofdzakelijk lassen voor lassen van non-ferrometalen en hun legeringen, roestvrij staal en sommige (te dure) legeringsstaal worden gebruikt. De dunste dikte is ongeveer 1 mm, en de maximumdikte is fundamenteel onbeperkt.
5. TIG lassen (het beschermde lassen van het wolfram inerte gas)
Principe - onder de bescherming van inert die gas, worden de boog tussen de wolframelektrode wordt geproduceerd en de gelaste constructie gebruikt om het onedele metaal en de vullerdraad (of zonder vullerdraad) te smelten om de lassenmethode van de las te vormen. De elektroden smelten niet tijdens lassen.
Hoofdlijnen - sterk aanpassingsvermogen (stabiele boog, geen spat); lage lassenproductiviteit (de wolframelektrode heeft slechte huidig-draagt capaciteit (anti-wolframelektrode het smelten en verdamping, de naad van het anti-wolframlassen)); hoge productiekost.
Toepassing - bijna kunnen alle metaalmaterialen worden gelast, algemeen gebruikt voor lassenroestvrij staal, legeringen op hoge temperatuur, aluminium, magnesium, titanium en hun legeringen, vuurvaste actieve metalen (zirconium, tantalium, molybdeen, niobium, enz.) en isobell metalen. De lassendikte is over het algemeen minder dan 6 mm, of het bodemlassen van dikke delen. Het gebruiken van een small-angle groef (smalle groeftechnologie) kan automatisch TIG lassen van smalle hiaten met een dikte van meer dan 90mm realiseren.
![]()
Geadviseerde Producten